برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
منتديات الهندسة الكهربية والإلكترونية والميكاترونكس والكومبيوتر :: منتدى دورات المتحكمات القابلة للبرمجة PLCs

برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الإثنين مارس 09, 2015 9:39 pm
PLC Programming for Industrial Automation
مقدمة :
قد يتبادر إلى ذهنك الأسئلة الآتية :
1- السؤال الأول : ما هو المرجع الذى ينصح به لدراسة PLC ؟
هناك العديد من المراجع المفيدة ، لكن ربما لا تغطى مطالب البعض ، ولهذا أرجو إن تغطى هذه الدروس جانب كبير من الجوانب التى تريدها فى دراسة PLC نظريا وعمليا .
2- السؤال الثانى : ما هو نوع PLC الذى يتم استخدامه ؟
هذا يعنى أن الألفة مع طراز واحد من PLC سوف يجعل المبرج يشق طريقه بصعوبة عندما يطلب منه استخدام نوع مختلف .
من المفضل تعلم إسلوب عام للبرمجة مما يسمح للمتعلم التحول بين أنواع PLC بسهولة كما هو الحال مع استخدام آلات حاسبة إلكترونية مختلفة .
تحتاج كل مهارة للممارسة العملية ، استخدام برنامج TriLogi ، والذى يتضمن محاكاة PLC ، وبرنامج LDMicro ، والذى يتضمن محاكاة PLC ، يحقق الممارسة المطلوبة . يمكنك تحميل هذه البرامج على الكمبيوتر الخاص بك والتدريب على الأمثلة والتمارين التى يتم تقديمها خلال هذه الدراسة .
http://www.triplc.com/trilogi.htm
http://cq.cx/ladder.pl
3- السؤال الثالث حول لغات البرمجة المتنوعة المتاحة .
لغة منطق السلم Ladder logic هى اللغة الأكثر انتشارا فى الاستخدام إلى حد بعيد بسبب التشابه بينها وبين مخططات التحكم السلكية hard-wire . هذه اللغة فى حد ذاتها ، غير مناسبة للبرامج المعقدة . فكلما نمت مهمة الأتمتة كلما اتسع مخطط منطق السلم ، ويصعب على المبرمج أن يشق طريقه من خلال تشابك المداخل والمخارج والريلايهات واللبنات الوظيفية .
لقد تم حل هذه المشكلة عن طريق استخدام أساليب "خريطة الوظيفة التتابعية" وتسمى GRAFCET ، لكن مع استمرار وجود منطق السلم بشكل واضح . الحل يكون بتخطيط البرنامج باستخدام خريطة الوظيفة التتابعية ثم إدخال ذلك للمتحكم PLC باستخدام منطق السلم . فى هذا الإسلوب يكون البرنامج منظم للغاية ، وقياسى ، وسهل للتصحيح والتعديل ، مع الاحتفاظ بالألفة مع منطق السلم .
الدرسان الأول والثانى يغطيان أساسيات البرمجة . باقى الدروس تركز على التحكم لتتابع الأتمتة الموجودة عادة فى الصناعة .
الأمثلة المستخدمة فى هذه الدروس تم اختباردقتها ، ومدى ملاءمتها للاستخدام فى الفصول الدراسية وفى الصناعة القائمة .
الدرس الأول
أساسيات PLC
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -

رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الإثنين مارس 09, 2015 11:36 pm
الدرس الأول
أساسيات PLC
1-1 وظيفة المتحكم المنطقى المبرمج PLC :
المتحكم PLC هو متحكم قائم على المعالج الدقيق (الميكروبروسسور) مع مداخل inputs ومخارج outputs متعددة ، وهو يستخدم ذاكرة memory قابلة للبرمجة لتخزين التعليمات وتنفيذ مهام التحكم فى الآلات والعمليات .
يقوم المتحكم PLC بأداء وظائف منطق الريلايهات relays ، والمؤقتات timers ، والعدادات counters ، والمتتابعات sequencers .
مزايا المتحكم PLC :
• انخفاض التكلفة .
• الدقة .
• القدرة على إعادة البرمجة .

1-2 المداخل والمخارج Inputs and Outputs :
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الإثنين مارس 09, 2015 11:41 pm
1-2 المداخل والمخارج Inputs and Outputs :
وحدات الدخل :
مداخل المتحكم PLC تعطيه معلومات حةل الآلة أو العملية التى يقوم بالتحكم فيها . هذه المداخل عادة تكون مفاتيح switches وحساسات sensors . يتم توصيل المفاتيح إلى وحدة (موديول) الدخل والتى توفر الربط بين المفاتيح أو الحساسات والمتحكم PLC .
دوائر وحدة الدخل تمتلك عوازل ضوئية opto-isolators لحماية دوائر المتحكم PLC الداخلية من التلف .

وحدات الخرج :
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الإثنين مارس 09, 2015 11:44 pm
يتم توصيل مخارج المتحكم PLC مباشرة أو غير مباشرة (خلال ريلاى على سبيل المثال ) إلى المنفذات actuators ، والتى تتضمن الملفات اللولبية solenoids ، وصمامات التحكم الاتجاهية ، والمحركات ، والكونتاكتورات ، وأجهزة التنبيه الصوتى والضوئى .
هناك ثلاثة أنواع رئيسية من وحدات الإخراج :
• نوع الريلاى Relay(volt-free) : الإشارة من المتحكم PLC تقوم بتشغيل الريلاى بداخل وحدة الخرج لتوصيل جهد التحكم إلى منفذ الخرج ومن ثم إلى المنفذ .

• نوع الترانزستور Transistor : يستخدم الترانزستور لتحويل الخرج . هذا النوع أسرع من نوع الريلاى ولكنه مناسب فقط من أجل تطبيقات القدرة المنخفضة للتيار المستمر .
• نوع الترياك Triac : يستخدم الترياك لتحويل أجهزة التيار المتردد ، وهو يحتاج بعض من الحماية ضد التيار الزائد .
1-3 مخططات البناء والتوصيل :
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الإثنين مارس 09, 2015 11:51 pm
1-3 مخططات البناء والتوصيل :
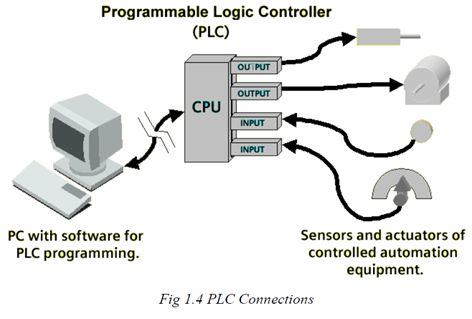
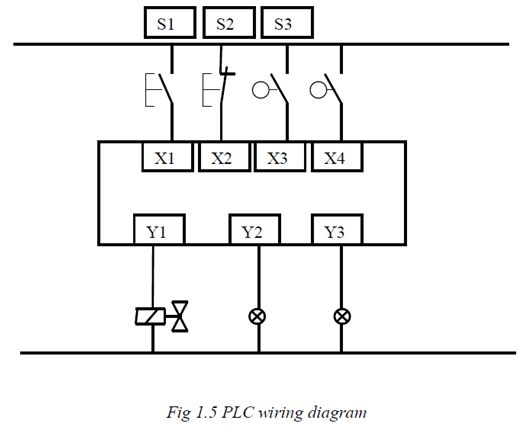
الشكل 1-4 يبين المتحكم PLC مع توصيلاته . عمليا يتم العمل بالمخطط المبسط المبين بالشكل 1-5 .
1-4 بروتكولات الشبكة
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الأربعاء مارس 11, 2015 10:20 am
1-4 بروتكولات الشبكة Network Protocols
مخطط التوصيل بالشكل 1-5 يبين المداخل والمخارج متصلة مباشرة ( يسمى مخطط توصيل الأسلاك ) للمتحكم PLC . الأجهزة المبينة ذات طبيعة "توصيل / فصل" on/off ، أو رقمية digital ولكن الإشارة إلى المتحكم PLC قد تكون تناظرية analog . العديد من الأجهزة التناظرية الشائعة تتوافق مع المعيار 4-20mA ، وتعطى إشارات من 4mA إلى 20mA لتشكل القيم الدنيا والقصوى للإشارة التناظرية على الترتيب . مع الأجهزة التناظرية ، نحتاج إلى كابل منفصل يتم مده بين الجهاز النهائى ونظام التحكم لأنه يمكن تمثيل إشارة تناظرية واحدة فقط فى الدائرة . وببطء جرى استبدال المعيار 4-20mA بالاتصال بواسطة شبكة network أو ما يعرف بسم fieldbus (ناقل المجال). ناقل المجال هو وصلة اتصال رقمية متعددة فى اتجاهين بين الأجهزة الذكية . ناقل المجال يسمح بتوصيل عدد من الحساسات كلها تقع فى نفس المنطقة على نفس الكابل . ناقل المجال ياتى فى العديد من الأشكال إعتمادا على الشركة المصنعة والتطبيق ، ومنها ASibus, Profibus, Devicenet , Modbus . الاتجاه الأكثر حداثة هو تطوير إيثرنت الصناعة Industrial Ethernet والتى لديها القدرة على نقل كميات كبيرة من البيانات ليس فقط من أجل التحكم فى العملية ولكن أيضا لدمج العملية مع نظم معلومات الإدارة .
هذه الدروس تركز على برمجة المتحكم PLC ، وفى حين تكون عينة مخططات التوصيل من النوع المبين بالشكل 1-5 يتم تصميم البرامج لاستقبال البيانات من المداخل وإرسال البيانات إلى المخارج بغض النظر عن نظام الشبكة المستخدمة .
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الأربعاء مارس 11, 2015 11:08 am
الدرس الثانى
البرمجة السلمية Ladder Programming
2-1 المنطق المشروط Conditional Logic
يقوم المتحكم PLC بمسح مداخله inputs ، ووفقا للبرنامج ، يتم تحويل التوصيل on أو الفصل off لمجموعات مختلفة من المخارج outputs . الحالة المنطقية للخرج تعتمد على أحوال (شروط) conditions الدخل ولذلك يتم استخدام المصطلح "المنطق المشروط".
فيما يلى مثال بسيط للمنطق المشروط :
يتم تحويل آلة Machine لوضع التوصيل on إذا تم إغلاق أى من مفتاحى البدء start ، مع وجود مفاتيح الإيقاف stop الثلاثة مغلقة . يمكن تحقيق الشروط باستخدام مخطط توصيل الأسلاك كما هو مبين بالشكل 2-1 .

يتم توصيل مفتاحى البدء على التوازى . نتيجة لذلك ، سوف يمر التيار إذا تم غلق واحد من المفاتيح أو OR المفتاح الآخر أو OR كلا المفتاحين . مفاتيح البدء تكون مفتوحة فى الوضع العادى NO . وهذا يعنى أن التلامسات تكون متباعدة ولا يمر تيار عندما تكون المفاتيح فى حالة وضعها الطبيعى (أو وضع عدم التشغيل) .
يتم توصيل مفاتيح الإيقاف الثلاثة على التوالى . نتيجة لذلك ، التيار يمكن أن يمر فقط إذا كان المفتاح الأول مغلق و AND المفتاح الثانى مغلق و AND المفتاح الثالث مغلق . مفاتيح الإيقاف تكون مغلقة فى الوضع العادى NC . وهذا يعنى أن التلامسات تكون متصلة ويمكن أن يمر التيار عندما تكون المفاتيح فى حالتها العادية .
الريلاى Relay هو مفتاح بتلامسات متعددة والتى يتم تشغيلها عندما يتم تنشيط (إثارة) ملفه . التلامسات عادة ما تكون قادرة على حمل تيار أكبر من الزر الضاغط أو مفاتيح النهاية . الريلايهات الكبيرة المستخدمة من أجل بدء المحركات تسمى كونتاكتورات . الرسم التخطيطى النموذجى للريلاى مبين بالشكل 2-2 .

2-2 المخططات السلمية Ladder Diagrams :
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الأربعاء مارس 11, 2015 7:18 pm
2-2 المخططات السلمية Ladder Diagrams :
لاستيعاب المنطق المشروط المذكور فى البند 2-1 مع استخدام منطق السلم نقوم بتوصيل المفاتيح إلى المتحكم PLC كما هو مبين بالشكل 2-3 .
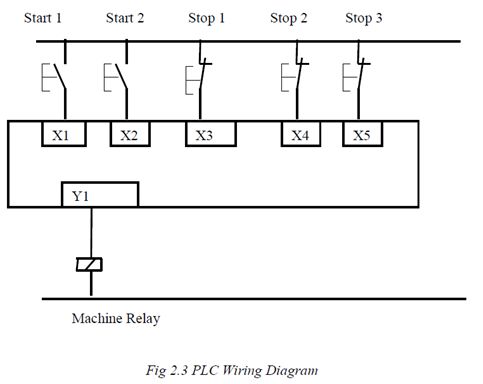
لتفادى الخلط فى وقت لاحق فيما يتعلق بمفهوم التلامس المفتوح فى الوضع العادى n/o والتلامس المغلق فى الوضع العادى n/c يجدر النظر مرة أخرى فى الشكل 2-3 وتذكر أن المتحكم PLC يمسح كل دخل ويسأل "هل الدخل هو موصل on أو غير موصل off " ؟ . إن المفاتيح الخمسة المبينة هى أجهزة خارجية وأن المتحكم PLC لا يعرف أى شىء عنها . فيما يتعلق بالمتحكم PLC ، فى هذه اللحظة ، المداخل X1 و X2 تكون فى الحالة off والمفاتيح X3 و X4 و X5 تكون فى الحالة on .
الشكل التالى يبين منطق السلم باستخدام برنامج TriLogi ( لمزيد من تفاصيل إدخال عناصر البرنامج انظر الملحق ).

يمكن أن نرى من الشكل 2-3 والشكل 2-4 أن الخرج Machine لن يتم تشغيله حتى يتم تحويل واحد من المداخل Start1 أو Start2 إلى حالة التوصيل on . الضغط على أى من مفاتيح الإيقاف الثلاثة يحول الدخل إلى حالة عدم التشغيل off وبالتالى إيقاف تشغيل الخرج .
عمليا يتم استخدام مفاتيح الأزرار الضاغطة المغلقة فى الوضع العادى من أجل أزرار الإيقاف بحيث أن وجود عطل فشل مصدر جهد التحكم يكون له نفس التأثير كالضغط على زر الإيقاف stop .
2-3 التلامسات المغلقة فى الوضع العادى Normally closed contacts
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الأربعاء مارس 11, 2015 7:25 pm
2-3 التلامسات المغلقة فى الوضع العادى Normally closed contacts

التلامس Start1 فى الشكل 2-5 سوف يكون مغلقا closed عندما يتم تحويل الدخل إلى الحالة "فصل" off وبالتالى فإن الخرج Machine سوف يتم تحويله إلى الحالة "توصيل" on .
تحويل الدخل إلى حالة التوصيل on يؤدى إلى فتح التلامس وتحويل الخرج إلى حالة الفصل off .
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الأربعاء مارس 11, 2015 8:48 pm
حالات الخرج ( on أو off) يمكن أن تستخدم فى البرامج كشروط من أجل أفعال أخرى .
الشكل 2-6 يبين مخطط الأسلاك من أجل البرنامج المبين بالشكل 2-7 .
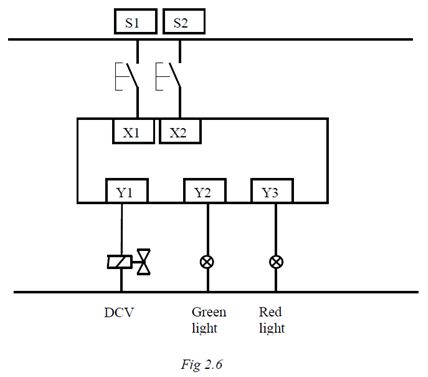
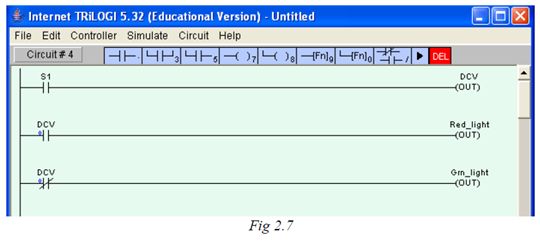
تحويل الدخل S1 إلى حالة التشغيل on يؤدى إلى تحويل الخرج DCV إلى وضع التشغيل on والذى بدوره يحول الخرج Red_light إلى وضع التشغيل on .
عندما يكون الخرج DCV فى الحالة off فإن الخرج Grn_light يكون فى الوضع on .
مثال -1 :[/SIZE]
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الأربعاء مارس 11, 2015 9:00 pm
مثال -1 :
مطلوب كتابة برنامج لتنفيذ العبارات التالية :
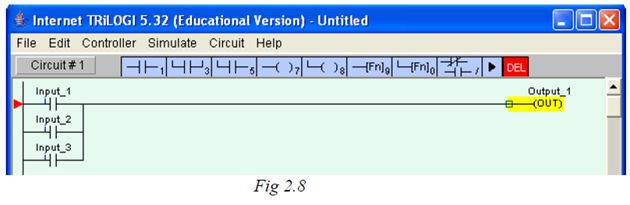
أ- خرج المتحكم PLC يكون فى وضع التشغيل on إذا كان أى من ثلاثة مداخل فى حالة التشغيل on .
ب- خرج المتحكم PLC يكون فى وضع التشغيل on إذا كان أى واحد من ثلاثة مداخل فى حالة التشغيل on ولكن ليس أثنين أو أكثر .
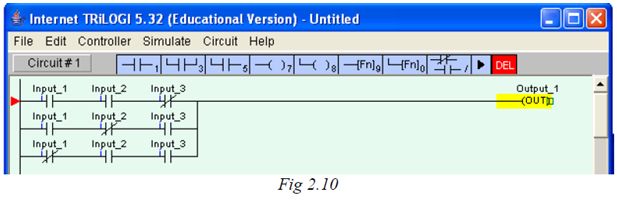
ت- خرج المتحكم PLC يكون فى وضع التشغيل on إذا كان أى مدخلين فى حالة التشغيل on وليس الثالث .
الحل :
أ-
ب-

يمكن قراءة هذا البرنامج كما يلى :
يتم تحويل الخرج إلى وضع التشغيل on إذا كان :
الدخل Input_1 فى وضع التشغيل on و AND والمداخل الأخرى تكون فى وضع الفصل off ،
أو OR يكون الدخل Input_2 فى حالة التوصيل on و AND المداخل الأخرى تكون فى وضع الفصل off ،
أو OR الدخل Input_3 فى حالة التوصيل on و AND المداخل الأخرى فى وضع الفصل off .
ت-
هذا البرنامج مشابه للبرنامج أعلاه .
الأزرار الضاغطة ومفاتيح النهاية الأكثر استخداما فى أتمتة الصناعة تكون من نوع التلامس اللحظى ، وبفعل ياى يعود المفتاح إلى الحالة العادية بمجرد أن يتم تحرير الزر أو الجزء المتحرك لمفتاح النهاية . من الواضح أنها ليست كما هو الحال فى مفاتيح الإغلاق الذاتى المستخدمة المستخدمة ، على سبيل المثال ، فى دوائر الإضاءة المنزلية .
حقيقة أن الغالبية العظمى من مفايح التحكم ليست من نوع الإغلاق الذاتى ، لا تسبب أى عدم راحة كما يبدو ، حيث يمكننا بسهولة برمجة المزلاج فى مخطط السلم .

عندما يتم الضغط على الزر الضاغط Start فى الشكل 2-11 ، يتم توصيل on الخرج Y1 ويبقى فى حالة التوصيل (ممسوك latch) حتى يتم الضغط على زر الإيقاف Stop .

عندما يتم تنشيط (تشغيل) الخرج Y1 فإننا نستخدم تلامسه المفتوح فى الوضع العادى على التوازى مع زر البدء Start لحفظ هذا الخرج (أو مسكه latch) فى وضع التشغيل on . يمكن إزالة تنشيط الخرج (فك المزلاج) فقط عن طريق الضغط على زر الإيقاف Stop .
لاحظ أننا استخدمنا مفتاح مغلق فى الوضع العادى بمثابة زر إيقاف كما تم شرحه فى البند 2-2 .
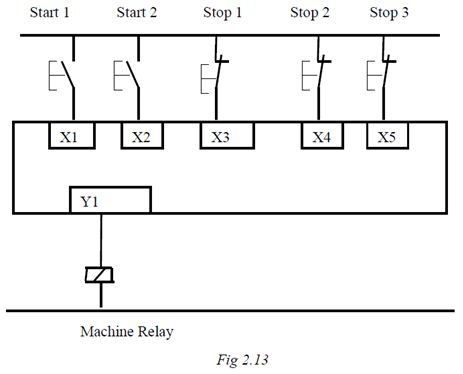
يمكن توسعة مفهوم المزلاج latch لأى عدد من مفاتيح البدء والإيقاف .
الخرج Y1 فى الشكل 2-13 يتم تشغيله عن طريق X1 و X2 ويبقى فى وضع التشغيل حتى يتم فصل أى من المداخل X3 أو X4 أو X5 . مخطط السلم المطلوب مبين بالشكل 2-14 أدناه .

2-5 الريلايهات الداخلية Internal relays :
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
رد: برمجة المتحكم المنطقى المبرمج من أجل الأتمتة الصناعية PLC Programming for Industrial Automation
من طرف Admin الأربعاء مارس 11, 2015 9:05 pm
2-5 الريلايهات الداخلية Internal relays :
هذه الريلايهات لها نفس الخصائص مثل المخارج ولكنها موجودة فقط فى البرنامج ، ولها العديد من الاستخدامات . الشكل 2-15 يبين ريلاى داخلى يستخدم لتنفيذ الوظيفة المنطقية NAND . وهى معكوس نتيجة العملية X1 AND X2 . سوف نتوسع فى استخدام الريلايهات الداخلية فى وقت لاحق .

ملاحظة :
معظم المتحكمات PLCs تشمل وظيفة تسمى Set and Reset أو flip-flop والتى تقوم بعمل المزلاج وفك المزلاج لخرج أو ريلاى داخلى . فى هذه الدراسة سوف نستخدم المزلاج الموضح فى البند 2-4 ، بسبب التشابه المرئى لدرجة السلم بدائرة توصيل الأسلاك المكافئة ، والتى فيها يتم مسك تشغيل ملف الريلاى عن طريق تلامس مفتوح فى الوضع العادى متصل على التوازى مع زر البدء .
2-6 المؤقتات Timers
Admin- Admin
- عدد المساهمات : 1194
تاريخ التسجيل : 28/01/2014 -
» الفصل الثانى برمجة الميكروكونترولر Programming Microcontrollers
» برمجة الميكروكونترولر CHAPTER 2 - Programming Microcontroller
» الأردوينو Arduino للمبتدئين
» تعلم التحكم الإلكترونى المبرمج من خلال دروس البرمجة بالرسومات :
منتديات الهندسة الكهربية والإلكترونية والميكاترونكس والكومبيوتر :: منتدى دورات المتحكمات القابلة للبرمجة PLCs